
Machine Learning Acoustic Emission Based Monitoring of Cold Forging for Smart Manufacturing: A Review
Issam Abu Mahfouz1*
Penn State University Harrisburg, USA
*Corresponding author: Issam Abu Mahfouz, Penn State University Harrisburg, 777 West Harrisburg Pike, Middletown, USA
Article History
Received: June 28, 2021 Accepted: July 02, 2021 Published: July 08, 2021
Citation: Mahfouz IA. Machine Learning Acoustic Emission Based Monitoring of Cold Forging for Smart Manufacturing: A Review. Int J Eng Tech & Inf. 2021;2(3):77‒80. DOI: 10.51626/ijeti.2021.02.00017
Abstract
Cold forging is a high-speed forming technique used to shape metals at near room temperature. and it allows high-rate production of high strength metal-based products in a consistent and cost-effective manner. However, cold forming processes are characterized by complex material deformation dynamics which makes product quality control difficult to achieve. There is no well-defined mathematical model that governs the interactions between a cold forming process, material properties, and final product quality. The goal of this work is to provide a review for the state of research in the field of using acoustic emission (AE) technology in monitoring cold forging process. The integration of AE with machine learning (ML) algorithms to monitor the quality is also reviewed and discussed. It is realized that this promising technology didn’t receive the deserving attention for its implementation in cold forging and that more work is needed.
Abbreviations
AE: Acoustic Emission; AI: Artificial Intelligence; ANN: Artificial Neural Network; ARM: Association Rule Mining; CNN: Convolutional Neural Network; KNN: K-Nearest Neighborhood; DBSCAN: Density-Based Spatial Clustering and Application with Noise; DL: Deep Learning; DT: Decision Tree; EMD: Empirical Mode Decomposition; FFT: Fast Fourier Transform; RF: Random Forest; RMS: Root Mean Square; SOM: Self-Organizing Map; SVM: Support Vector Machine; TCM: Tool Condition Monitoring
Introduction
Modern manufacturing, including automated machining operations, requires reliable methods for monitoring product defects and process faults to minimize production downtime and ensure product quality. In most cases, tool failures and product defects are stochastic in nature and are not linearly predictable. This means that faults and defects must be detected as they happen, and systems must be in place to respond quickly. Over several decades, researchers and engineers attempted to analyze changes in acoustic emissions (AE) of metal machining, grinding, and metal forming processes for tool condition monitoring (TCM) and to predict impending part defect [1,2]. Despite the documented success in showing how the AE signature changes in response to machining process conditions, more efforts are still needed to produce a real-time AE-based monitoring system for cold forging. The volume of published research work in using AE for non-destructive testing of the metal forging processes is small when compared to published work in the fields of using AE in monitoring machining and grinding.
Recent advances in high-speed microprocessors, data acquisition systems, and primarily the increased use of machine learning in manufacturing [3,4], hold new promise for monitoring and predicting faults in automated forging processes and has invigorated the recent research spike in this field. The intensive use of affordable sensors and the advancements of data analysis methods and data mining software have created a wealth of information from production systems in the manufacturing sector. Together with the growing use of machine learning algorithms, Internet of things (IoT), and cloud computing, the implementation of industry 4.0 or “smart manufacturing” is becoming accessible to many production facilities [5,6]. These developments are enabling the effective use of the available data towards improving the performance and integration of manufacturing processes. The long-term goal is to enable a just-in-time automated or manned scheduling for machine maintenance, tool replacement or reconditioning, and optimized tuning of process parameters.
In this paper, the latest advances in applying AE sensors and machine learning for cold forging condition monitoring are discussed. Based on this review, a generalized framework to develop an (AE) monitoring system for improving processes and product quality controls in cold forging processes is proposed.
Cold Forging Defects
Forging is defined as the high speed forming or deforming of metal in its solid state. In hot forging, the workpiece must be heated to high temperatures to reduce strain hardening while the metal remains ductile and malleable. In contrast, cold forging deforms metal while it is below its recrystallization point, which can improve the mechanical properties of the product due to strain hardening. In the cold working process, a bar or wire stock is fed into a die, and a ram or hammer provides a strong single blow or repeated blows to squeeze the material into the shape of the cavity constrained between the die halves. The forging ram or hammer can be driven by mechanical, pneumatic, or hydraulic actuators. To produce the product net-shape, the process may be composed of successive steps to create the required geometry in a progressive sequence. Other features and fine details (such as slots, threads, knurls, etc.) can be added by secondary forming steps. Advantages of cold forging include better dimensional control, improved directional properties, and net-shape or near net-shape production. Automating the process allows economical production at high rates, but these processes are prone to tool failures and product defects that can reduce product quality and increase production costs.
As summarized in Table 1, the causes of critical cold forging defects are varied, and most occur within the forging die, which prevents visual inspection and early identification of errors. Most of the early monitoring methods for bulk metal forming are not capable of detecting or predicting such damages [7]. As a result, process defects and product faults are often not detected until the finished product is evaluated, and the high production rate ensures many faulty units will be produced in the intervening time. Integrating new online (real-time) and process-non-intrusive monitoring systems could improve product quality, reduce waste, and reduce maintenance costs and machine downtime, but these systems must provide responsive and accurate detection and classification of defects and damages.
Table 1: Common Cold Forging Defects.

AE as a Defect Detector
Acoustic emissions (AE) are sound waves emitted during spontaneous energy release inside the material structure under different types of loading and deformation conditions. Such conditions may include yielding, cracking, friction, dislocations, or phase transformation [8,9]. During each forging blow, many dislocations move simultaneously within the material inside the die, which produces easily detectable AE waves. The AE signals emitted during cold forming operations are indicative of the several stages of deformation in each operation as documented by early research studies. Dornfeld and Diei [10] investigated the AE signals generated during simple forging of cylindrical specimens of 7074-T6 Aluminum from start of plastic deformation through eventual cracking. The found the data to be indicative of three distinct stages; initial yielding, followed by plastic deformation, and finally cracking. Kim [11,12] reported that the AE signal generated during punching can characterize three stages of the punching process, namely, initial impact, shear fracture, and rupture. Good correlations were found between stock hardness, thickness, tool size, tool wear and the relative timing and amplitude of the AE signal in the three punching stages. During many of these stages, friction between the tool (die or punch) and workpiece is present. Clearly, these stages are not fixed, and they change during the forming process. The change in the fractal dimension of AE was found to be an effective indicator of the progress of damage to fracture of cold forging dies [13]. AE generated during open and closed die forging processes of Al alloy 2618-T61 has been presented in [14]. The AE signal could be differentiated into three stages of yielding, intermediate deformation and then filling of die. The effect of lubrication on the AE signals was also studied. The feasibility of using AE for online monitoring of cold forging of case hardening step was experimentally investigated [15]. Cracking and tool wear were detected by analyzing the distribution of the AE energy and amplitude. In [16] the AE technique is examined with respect to its ability to detect deviations in lubrication conditions and in its correlations with occurring defects during upset forming of different aluminum part geometries and alloys. The results suggested that the AE crack detection ability is sensitive to material ductility.
Machine Learning
Machine learning (ML) is part of artificial intelligence and is a field of study where computer algorithms use data to improve their performance through fully automatic or semi-automatic experiences. In a 1996 technical report [17], the authors presented a thorough survey of machine learning methods that are applicable to wide range of manufacturing fields. In traditional ML algorithms, more human intervention is required to prepare features, perform training and validation to get the desired results. Other artificial intelligence techniques can be utilized to aid humans in the preparations of features and data sets needed for a successful implementation of ML algorithms. Deep learning (DL) [18], on the other hand, is a more complex multilayered configuration made of artificial neural networks (ANNs) that require more programming efforts and more data. However, deep learning algorithms require less human intervention for features selection, data preparation and training, and may outperform traditional simpler ANNs.
Several Computational Intelligence methods were used to detect defect states for cold headed fasteners production process [19]. Using process force signals, the results in this study showed that the probabilistic ANN and support vector machine (SVM) classifiers showed superior performance with an average accuracy of over 98%. A review of the research work of deep learning techniques and their applications in machine health monitoring systems is presented in [20]. The use of deep learning to detect defects in manufacturing is surveyed in [21] with a discussion on limitations and challenges of the existing methods. In a recent study [22], the feasibility of using deep learning, convolutional neural network (CNN), for fault detection in cold forging was investigated. In this work, researchers used vibration data collected from an industrial setting for commonly encountered faults. The CNN detected fault conditions with 99.02% accuracy and classified each fault with 92.66% accuracy. The integration of artificial intelligence (AI) for AE feature selection might be one of the best ways to ensure optimum process condition monitoring with improved accuracy. This will result in minimizing scrap cost and increasing machine run time. It can be clearly observed that more work is needed in the field of using ML and AE to detect faults in cold forging.
A Framework for the use of AE and ML for Cold
Forging Fault Detection
Unlike vibration sensors, AE sensors are designed to inherently filter out high vibratory signals from the environment to detect fatigue and failure events of interest. When mounting AE sensors, different sensors’ mounting locations should be examined in search of optimum sensor positions on the forging press. A suggested experimental work is organized in the four following phases:
a) Perform experimental tests to establish the relationship between the AE signals’ features and process parameters by using sensor fusion. In addition to the AE signals, blow force, temperature, and ram speed should also be acquired. These process variables measurements are necessary for AE characterization and to optimize the feature extraction of the AE signals. Extensive forging tests must be performed on several part geometries and sizes for the required part material under various process parameters. This phase is also necessary to establish a base line of healthy process that produces flawless parts.
b) Collect data from test runs leading to faulty parts with different types of defects (e.g., cracks, tool wear, and die wear) during cold forging. This will also assist in tunning a set of acquisition and analysis parameters focused on damage detection. Internal part defects could be investigated using both ultrasound techniques and microscopic imaging techniques for sectioned parts.
c) Perform offline data analysis in the time, frequency, and time-frequency domains to extract the AE activity features that are separable and relevant for a successful implementation of ML (phase 4 below). Determine maximum AE signal amplitude and statical distribution parameters of the AE signal that represent the AE time domain characteristics during each forging blow. These may include RMS value, variance, skewness, and kurtosis. Other higher statistical moments can be included. Frequency domain features, obtained using FFT (Fast Fourier Transform), can also be used as discriminative features representing stationary (periodic) components of the AE signals. Time-frequency domain features such as short-time-frequency transform, wavelets decomposition, and empirical mode decomposition (EMD) are widely used to convert the one-dimensional signal into a two-dimensional image suitable for exploring the non-stationary components of the AE signal.
In the inner loop shown in Figure 1, the extraction of the AE features can be accomplished using both supervised and unsupervised clustering and classification algorithms. Examples of supervised learning include artificial neural networks, support vector machine (SVM), decision trees (DT), K-nearest neighborhood (KNN) and random forest (RF). On the other hand, examples of unsupervised learning may include K-means, self-organizing map (SOM), association rule mining (ARM), and density-based spatial clustering and application with noise (DBSCAN).
d) This phase aims at establishing the relation between AE signal’s features and process faults and part defects. The data pattern consists of a series of discrete process variables and product quality measures, as presented in Table 2, together with discriminative features that can be fed into conventional ANNs or DL systems. Due to the multivariable and nonlinear characteristics of the cold forging process, rigorous training of the ML algorithms is required. The training will be accomplished by associating part quality with the corresponding optimal AE features and data patterns produced by the sensor fusion system [Figure 1]. The most accurate algorithm in predicting the cold forging state will be selected for the design and implementation of the online monitoring system [Figure 2].
Table 2: Input and output parameters for a smart AE-based cold forging monitoring system.


Figure 1: Cold forging AE feature extraction framework.
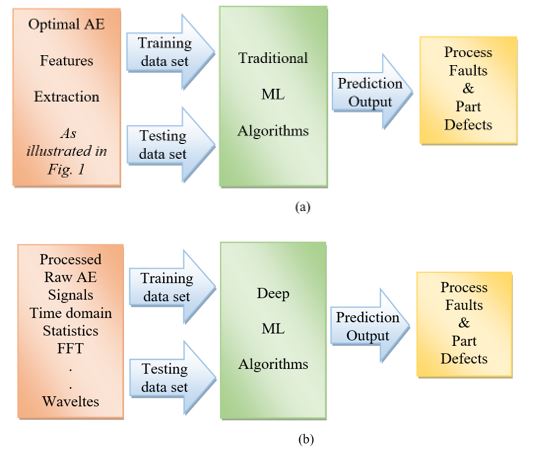
Figure 2: AE-based ML predictive model, (a) Traditional Machine Learning data flow. (b) Deep learning ML data flow.
Conclusion
Machine learning techniques offer an alternative approach to forecasting and controlling product quality in cold forging processes. Despite the investment in training and validating ML algorithms, smart monitoring and diagnostic system will lead to shorter tuning sessions than those required by die design trials and conventional process parameter optimization techniques performed with extensive human intervention. AE techniques are non-intrusive and have shown good sensitivity to the changes in the transmitted high frequency acoustic waves due to the events associated with part defects during cold forging processes. Major objectives of the research in using AE for online monitoring of cold forging include:
i. To characterize the AE signal features and to extract patterns that are unique to each type of part defect.
ii. To investigate the influence of the process parameters and operating conditions on the developed defects and associated AE signals’ features.
iii. To construct, by training and validation, a smart ML algorithm that will detect and classify part defects with high accuracy.
iv. To implement the selected algorithm in an online cold forging process monitoring system.
Deep machine learning ANNs are gaining ground in industrial applications and has the potential to be used for online process condition monitoring. More work is required to validate the accuracy and responsivity of these advanced ML techniques.
References
- Jayakumar T, Mukhopadhyay CK, Venugopal S, Mannan SL, Baldev Raj (2005) A review of the application of acoustic emission techniques for monitoring forming and grinding processes. Journal of Materials Processing Technology 159(1): 48-61.
- Kishawy HA, Hegab H, Umer U, Mohany A (2018) Application of acoustic emissions in machining processes: analysis and critical review. The International Journal of Advanced Manufacturing Technology 98: 1391-1407.
- Arinez J F, Qing Chang, Gao R X, Chengying Xu, Jianjing Zhang (2020) Artificial Intelligence in Advanced Manufacturing: Current Status and Future Outlook. ASME Journal of Manufacturing Science and Engineering 142(11): 110804, 1-16.
- Dogan A, Birant D (2021) Machine learning and data mining in manufacturing. Expert Systems with Applications 166: 114060.
- Frank AG, Dalenogare LS, Ayala NF (2019) Industry 4.0 technologies: implementation patterns in manufacturing companies. Int J Prod Econ 210: 15-26.
- Wang L, Törngren M, Onori M (2015) Current status and advancement of cyber-physical systems in manufacturing. J Manuf Syst 37(2): 517-527.
- Kong LX, Nahavandi S (2002) On-line tool condition monitoring and control system in forging processes. J Mater Process Technol 125: 464-470.
- Miller R, Hill E, Moore P (2005) Nondestructive testing handbook: acoustic emission testing.
- Ono K (2000) New goals for acoustic emission in material research. Acoustic Emission – Beyond the Millennium Tokyo.
- Dornfeld D A, Diei E (1982) Acoustic Emission From Simple Upsetting of Solid Cylinders. ASME Journal of Engineering Materials and Technology 104(2): 145-152.
- Kim B S (1983) Punch Press Monitoring with Acoustic Emission (AE) Part I:Signal Characterization and Stock Hardness Effects. ASME Journal of Engineering Materials and Technology 105(4): 295-300.
- Kim B S (1983) Punch Press Monitoring with Acoustic Emission (AE) Part II: Effects of Process Variables. ASME Journal of Engineering Materials and Technology 105(4): 301-306.
- Hayakawa K, Nakamura T, Yonezawa H, Tanaka S (2004) Detection of Damage and Fracture of Forging Die by Fractal Property of Acoustic Emission. Materials Transactions 45 (11): 3136-3141.
- Mukhopadhyay C K, Venugopal S, Jayakumar T, Mannan S L, Raj B, et al. (2007) Acoustic Emission (AE) Monitoring of Open Die and Closed Die Forging Processes of Al Alloy. Materials and Manufacturing Processes 22(7-8): 887-892.
- Behrens B A, Santangelo A, Buse C (2013) Acoustic emission technique for online monitoring during cold forging of steel components: a promising approach for online crack detection in metal forming processes. Prod Eng Res Devel 7: 423-432.
- Behrens B A, Bouguecha A, Buse C, Wölki K, Santangelo A (2016) Potentials of in situ monitoring of aluminum alloy forging by acoustic emission. Archives of civil and mechanical engineering 16(4): 724-733.
- Monostori L, Markus A, Van Brussel H, Westkampfer E (1996) Machine Learning Approaches to Manufacturing. CIRP annals 45(2): 675-712.
- Kim P (2017) MATLAB Deep Learning: With Machine Learning, Neural Networks and Artificial Intelligence. Apress Berkeley CA.
- Żabiński T, Mczka T, Kluska J, Kusy M, Hajduk Z, et al. (2014) Failures Prediction in the Cold Forging Process Using Machine Learning Methods. In International Conference on Artificial Intelligence and Soft Computing 8467: 622-633.
- Rui Z, Yan R, Chen Z, Mao K, Wang P, et al. (2019) Deep Learning and Its Applications to Machine Health Monitoring. Mechanical Systems and Signal Processing 115: 213-237.
- Glaeser A, Selvaraj V, Lee S, Hwang Y, Lee K, et al. (2021) Applications of deep learning for fault detection in industrial cold forging. International journal of production research 1-10.
- Yang J , Li S, Wang Z , Dong H , Wang J et al. (2020) Using Deep Learning to Detect Defects in Manufacturing: A Comprehensive Survey and Current Challenges. Materials 13(24): 5755.
